To meet the challenges posed by climate change, we must prepare our business to succeed in a net zero and circular economy.
Innovation and digitalisation are already helping to decarbonise our business. We have committed to invest a further €50 million by 2025 in new and emerging technologies.
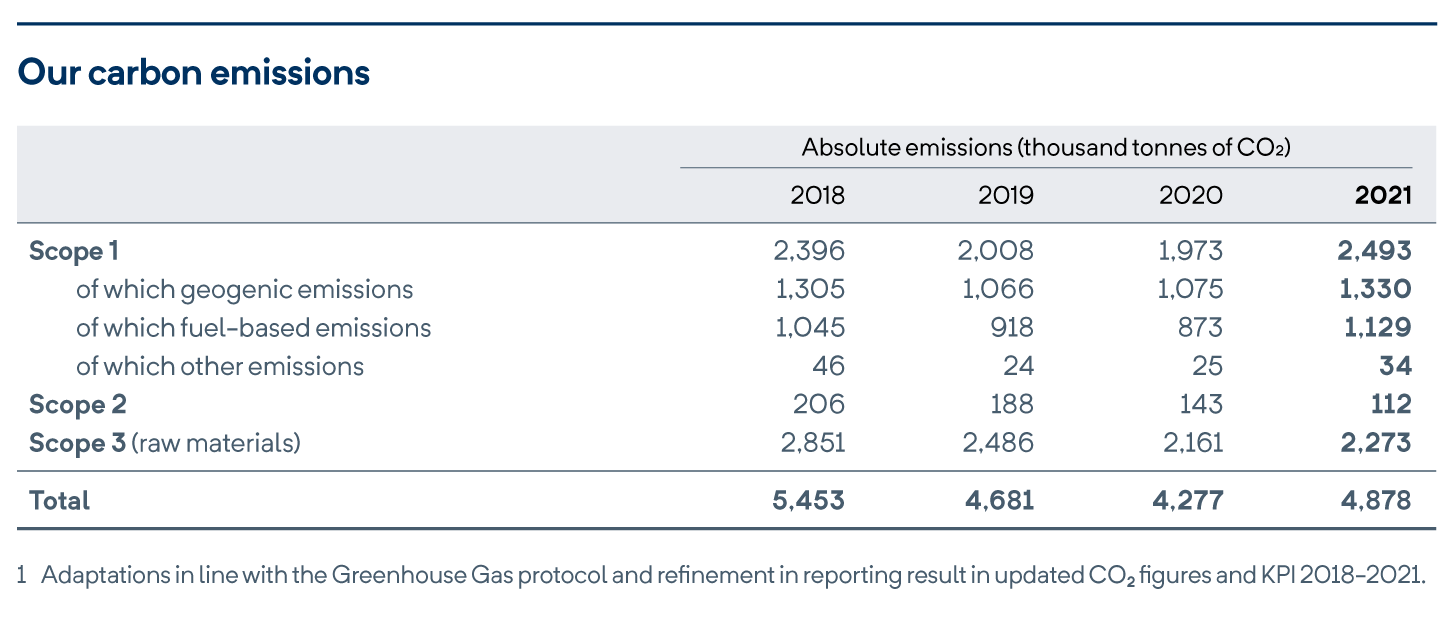
Our immediate target is to reduce Scope 1, 2 and 3 (raw materials) emissions by 15% by 2025. In addition, we aim to develop a longer-term target aligned with the Paris Agreement.
To drive down carbon emissions, we focus on the following:
As a supporter of the Taskforce on Climate-related Financial Disclosures (TCFD), we have begun to implement its recommendations. RHI Magnesita was most recently awarded a B rating by the CDP.
Growing customer demand for reduced carbon brick series
The Lafarge Holcim plant in Austria was the first customer site to pilot our ANKRAL low-carbon (LC) bricks. With a 13% lower carbon footprint, the series is designed to support customers as they reduce emissions in their supply chain.
The ANKRAL LC series includes up to 20% recycled content and its carbon footprint has been independently verified. Following the successful pilot, the bricks are now used at 11 customer sites and we are extending the LC series to meet growing customer demand.

Our ANKRAL LC bricks have a
13%
lower carbon footprint
Recycling
Recycling is key to driving down our carbon emissions; it also develops the circularity of our business. Around half of our Scope 1 CO2 emissions come from processing raw magnesite and other materials. By using more secondary raw material (SRM), we can reduce these process emissions.
Our ANKRAL LC series includes up to 20% recycled content and has a 13% lower carbon footprint which has been independently verified. We are expanding the ANKRAL LC series portfolio and increasing the recycled content in other products, too.
We aim to reach 10% SRM content in refractories by 2025, avoiding up to 300,000 tonnes of CO2 emissions and 150,000 tonnes of landfill per year. To do that, we are setting up recycling facilities in every region of our business: at our sites, customer sites and mobile treatment facilities that visit customer sites.
New technologies are making SRM more easily available, from automated sorting of brick qualities to mineral processing techniques to remove impurities.
We also work to drive down waste, using material previously discarded. Our new rotary kiln in Brumado will use waste magnesite ore, almost halving the amount of magnesite ore we extract from the local mine.
Carbon capture and usage
We are investing in new carbon capture and usage (CCU) technologies to capture and use the CO2 emitted by our business during production.
As part of a €50 million investment programme, we are working with a technology partner to capture these CO2 emissions in our kilns. Initial trials show promise and we are now moving to industrial trials.
Our R&D function and Technical Advisory Committee (“TAC”) have worked with leading research institutes, universities and industry partners to identify the most promising technologies and a number of projects are now underway.
Innovative customer solutions
Our customers account for a significant proportion of global carbon emissions. Steel and cement industries – 80% of our customers – represent up to 13% of global CO2 emissions.
Enabling customers to reduce emissions in their production is therefore a significant opportunity. Our digital solutions for customers include:
Automated Process Optimisation (APO) – This market-leading technology offers digital supervision of our customers’ kilns. Stopping and starting production for maintenance checks is energy-intensive so reducing stoppages also reduces customer energy use and carbon emissions.
Reducing the carbon intensity of energy
To reduce the carbon intensity of our energy use, we are switching to low-carbon or renewable sources of energy where feasible.
By the end of 2021, 48% of purchased electricity was from low carbon or renewable sources. This is due to new contracts for renewable energy in Germany and China and has led to a 22% drop in our Scope 2 emissions. Similar initiatives at other locations are being explored.
At present, renewables are not a viable primary source of energy for our business, given the temperatures and quantities required, although we continue to explore options.
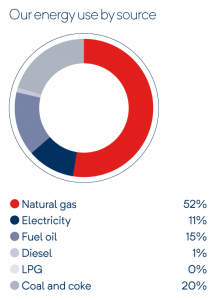
Where viable, we are switching from petroleum coke to natural gas. Although still a fossil fuel, natural gas is the cleanest. It now represents more than half of fuel used by our business although availability of gas supply and supply capacity are still challenging in some locations.
Increasing energy efficiency
New technologies are helping us to use energy more efficiently.
We previously fired the bricks used by customers to produce low-carbon, interstitial-free steel at temperatures of up to 1,800°C. By contrast, our new binder system only requires treatment at 200°C, reducing CO2 emissions by 700 kg per tonne of production.
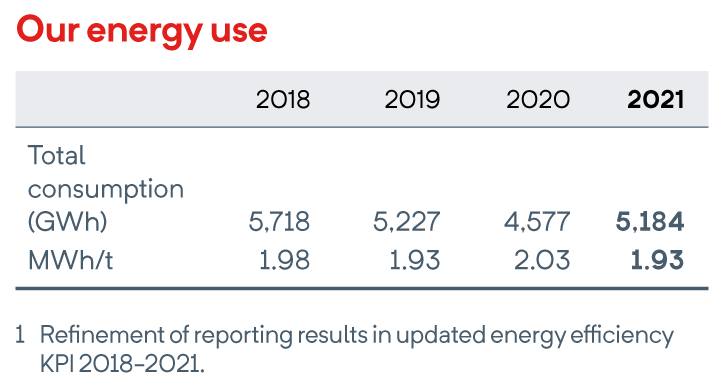
These and other energy efficiency projects are expected to save 100GWh a year. In addition, we have integrated carbon emissions into tools like our Strategic Network Optimisation (SNO).
Responsible use of air, land and water
Climate change is not the only major environmental challenge: the world faces a biodiversity crisis, the global challenge of air pollution and growing water shortages.
We aim to minimize the impact we have on air, land and water wherever we operate so as to be a responsible user of these shared resources.
Reducing NO x and SOx emissions
We continue to reduce emissions of nitrogen oxides (NOx) and sulphur oxides (SOx) across our business. In China, we have met our 2021 30% reduction target one year ahead of schedule and will do the same across our entire business by 2027.
Protecting biodiversity
We recognise the threat posed by biodiversity losses and are exploring how we can further protect biodiversity across our business. In Brazil, the tree nursery at our Brumado site grown over 16.000 trees. RHI Magnesita planted more than 4,000 of these in Brumado in 2021 and donated a further 12,000 to community groups. Similarly, our Eskişehir site planted 1,500 trees on land bordering our mine and plant, bringing the total planted to 197,300 since 2005.
Water Stewardship
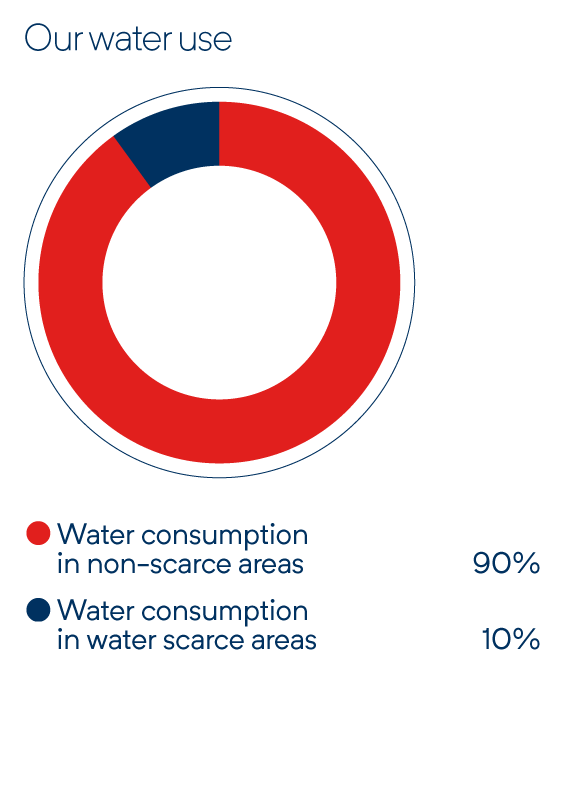
Although the refractory industry is not water intensive, we must still minimise the amount of water we use and use it as efficiently as possible.
At present, ten sites operate in regions where water scarcity is or might soon become a risk, including Mexico, Brazil, India, China and France. We are developing mitigation plans in these areas. In India, industrial rainwater harvesting pits at our Clasil site protected the plant from flooding during the monsoon while helping to recharge the aquifer with an estimated 30,000m3 of rainwater. With the prevention of flooding, it also helped in providing safe drinking water to local communities.